
ઉત્પાદન વર્ણન
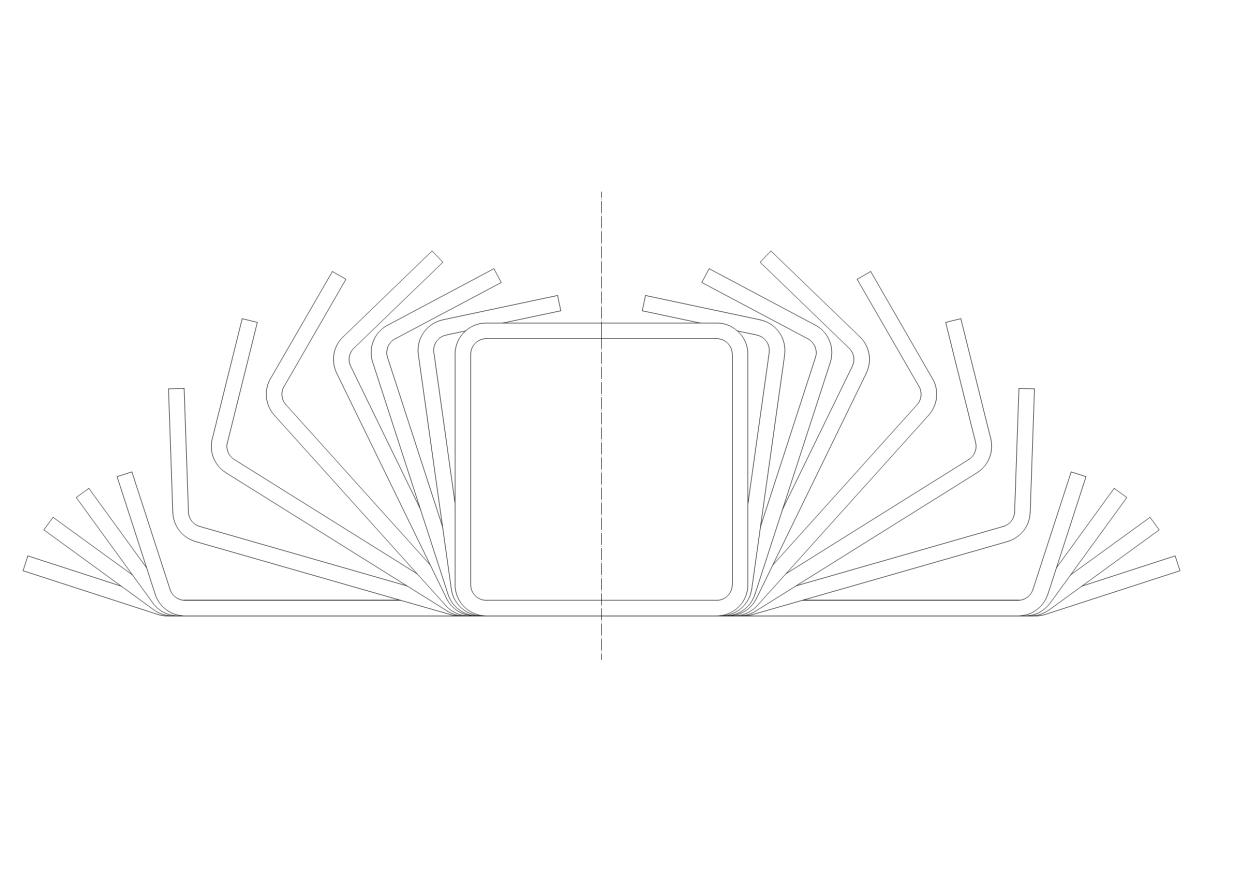
ટ્યુબ વેલ્ડીંગ પહેલાં ચોરસ અથવા લંબચોરસ આકાર બનાવવામાં આવે છે.
પ્રક્રિયા પ્રવાહ
સ્ટીલ કોઇલ → અનકોઇલિંગ → ફ્લેટનિંગ/લેવલિંગ → શીયર એન્ડ એન્ડ કટીંગ → કોઇલ એક્યુમ્યુલેટર → ફોર્મિંગ → વેલ્ડીંગ → ડીબરીંગ → વોટર કોઈલીંગ → માપન → સીધું → કટિંગ →રન-આઉટ ટેબલ
ફાયદો
1.ચોરસ અને લંબચોરસ બનાવવાની રીતમાં રાઉન્ડ સાથે સરખામણી કરો, આ રીતે ક્રોસ સેક્શનના આકાર માટે વધુ સારી છે, તુલનાત્મક રીતે, આંતરિક રેકનો અર્ધ વ્યાસ નાનો છે, અને કિનારો સપાટ છે, બાજુ નિયમિત છે, ટ્યુબનો સંપૂર્ણ આકાર છે.
2.અને સમગ્ર લાઇન લોડ ઓછો છે, ખાસ કરીને કદ બદલવાનો વિભાગ.
3.સ્ટીલ સ્ટ્રીપની પહોળાઈ ચોરસ/લંબચોરસમાં રાઉન્ડ કરતા લગભગ 2.4~3% નાની છે, તે કાચા માલની કિંમત બચાવી શકે છે.
4.તે મલ્ટિ-પોઇન્ટ બેન્ડિંગ રીત અપનાવે છે, અક્ષીય બળ અને બાજુના ઘર્ષણને ટાળે છે, ગુણવત્તાની ખાતરી કરતી વખતે ફોર્મિંગ સ્ટેપ ઘટાડે છે, તે દરમિયાન તે પાવર બગાડ અને રોલર ઘર્ષણ ઘટાડે છે.
5.તે મોટાભાગના સ્ટેન્ડ પર સંયુક્ત પ્રકારના રોલરને અપનાવે છે, તે સમજે છે કે રોલરનો એક સેટ વિવિધ વિશિષ્ટતાઓ સાથે ચોરસ/લંબચોરસ ટ્યુબના તમામ કદનું ઉત્પાદન કરી શકે છે, તે રોલરના સ્ટોરને ઘટાડે છે, રોલર પર લગભગ 80% ખર્ચ ઘટાડે છે, બેંકરોલ ટર્નઓવર ઝડપી, નવી પ્રોડક્ટ ડિઝાઇન પર ઓછો સમય.
6.બધા રોલર સામાન્ય શેર છે, જ્યારે ટ્યુબનું કદ બદલો ત્યારે રોલર્સને બદલવાની જરૂર નથી, માત્ર મોટર અથવા પીએલસી દ્વારા રોલર્સની સ્થિતિને સમાયોજિત કરવી, અને સંપૂર્ણ સ્વચાલિત નિયંત્રણની અનુભૂતિ થાય છે;તે રોલર બદલવાના સમયને મોટા પ્રમાણમાં ઘટાડે છે, શ્રમની તીવ્રતા ઘટાડે છે, ઉત્પાદન કાર્યક્ષમતામાં સુધારો કરે છે.
પોસ્ટ સમય: ઑક્ટો-25-2021